E355 ST52 油圧シリンダーホーニングチューブ
製品の詳細
ホーニングチューブは、冷間引抜、冷間圧延後の寸法精度が高く、表面仕上げが良好な精密継目無管で、機械構造物や油圧機器に適しています。精密継目無鋼管を使用して機械構造物や油圧機器を製造すると、加工時間を大幅に節約し、材料利用率を向上させ、製品の品質を向上させることができます。
ホーニングチューブは削り、圧延により加工されます。表層には表面に残留圧縮応力があるため、表面の微小な亀裂を閉じ、エロージョンの拡大を防ぐのに役立ちます。これにより、表面耐食性が向上し、疲労亀裂の発生や拡大を遅らせることができ、キルティングチューブの疲労強度を向上させることができる。転造成形により、転動面に冷間加工硬化層が形成され、砥石対接触面の弾性変形や塑性変形が軽減され、砥石管内壁の耐摩耗性が向上します。圧延後、表面粗さ値を小さくすることで嵌合性が向上します。
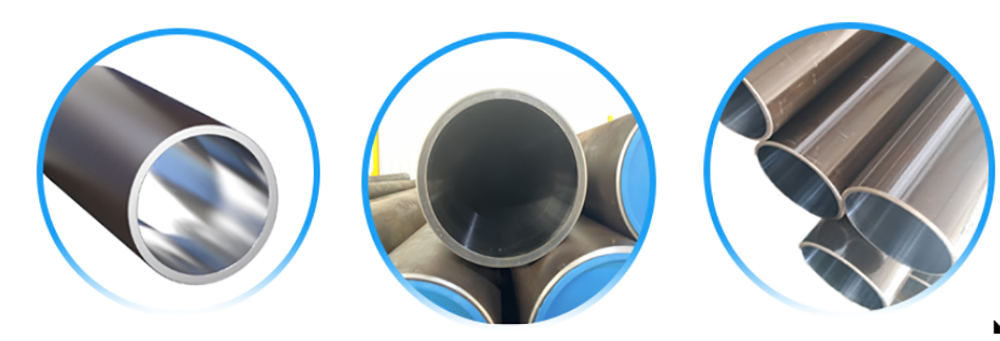
高精度・高仕上げ、
フィニッシュは到達できる
Ra 0.2-0.4um。
高圧でも油漏れなし
内穴の要求に応じてホーニング加工を採用しています。
主に油圧シリンダー部品に使用されます。
公差 H8 H9
オイルシリンダー外筒用
主に空気圧または油圧コンポーネントに使用されます
仕様
| 研ぎ澄まされたチューブパラメータ | ||
| 商品名 | 油圧シリンダチューブ/ホーニングチューブ/シームレスホーニング鋼管 | |
| 標準 | GB/T3639-2000 DIN2391 EN10305 ASTM A519 | |
| 金属 | C20 CK45 Q355B Q355D E355/ST52 SAE1026 4130 4140 STKM 13C | |
| 熱処理 | BK、BK+S、GBK、NBK | |
| サイズ | 内径:30mm-400mm | 外径:40mm-480mm |
| 長さ | 固定長、ランダム長、または顧客の要求として | |
| 真直度 | 0.5~1/1000 | |
| ID粗さ | RA 0.1-0.8ミクロン(最大) | |
| 許容範囲EXT: | DIN2391、EN10305、GB/T 1619 | |
| 耐性INT: | H7、H8、H9 | |
| テクノロジー | ホーニング&SRB(スカイブ&ローラー研磨) 酸洗・リン化・冷間引抜・冷間圧延・焼鈍・嫌気焼鈍 | |
| 応用 | 油圧シリンダー、旋回クレーン、射出成形機、建設機械用途用ホーニングチューブ | |
| 保全 | 内外面防錆油塗布、両端プラスチックキャップ | |
| パッケージ | スチールストリップと編みストリップのバンドル、または木製ケース | |
| 内径(mm) | 研ぎ澄まされたチューブ公差 (んん) | 厚さ (んん) | |||
| H7 | H8 | H9 | H10 | ||
| ≤30 | +0.021/0 | +0.033/0 | +0.052/0 | +0.084/0 | ±7.5%>210mm±10% |
| 30≦50 | +0.025/0 | +0.039/0 | +0.062/0 | +0.100/0 | |
| 50≦80 | +0.030/0 | +0.046/0 | +0.074/0 | +0.120/0 | |
| 80≦120 | +0.035/0 | +0.054/0 | +0.087/0 | +0.140/0 | |
| 120≦180 | +0.040/0 | +0.063/0 | +0.100/0 | +0.160/0 | |
| 180≦250 | +0.046/0 | +0.072/0 | +0.115/0 | +0.185/0 | |
| 250≦315 | +0.052/0 | +0.081/0 | +0.130/0 | +0.210/0 | |
| 315≦700 | +0.057/1 | +0.089/0 | +0.140/0 | +0.230/0 | |